Workpiece description: Aluminum rims will be coated with graphite paste for lubrication during forging, which will cause a large amount of graphite to adhere to the surface, resulting in difficulties in sandblasting and polishing in the subsequent process. If there is a method to quickly remove graphite paste, it can save a lot Subsequent polishing and polishing work hours, improve production efficiency.
-
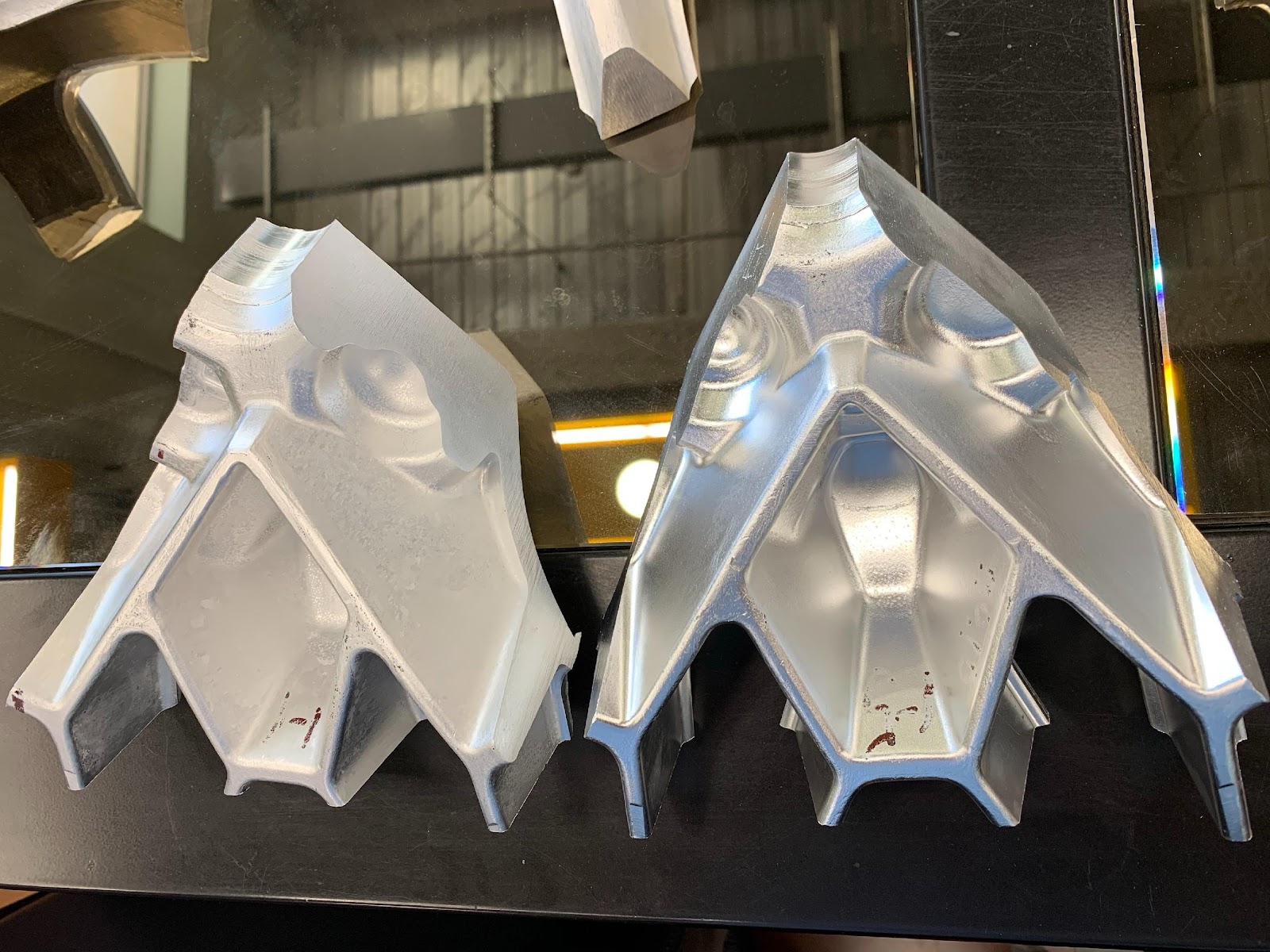
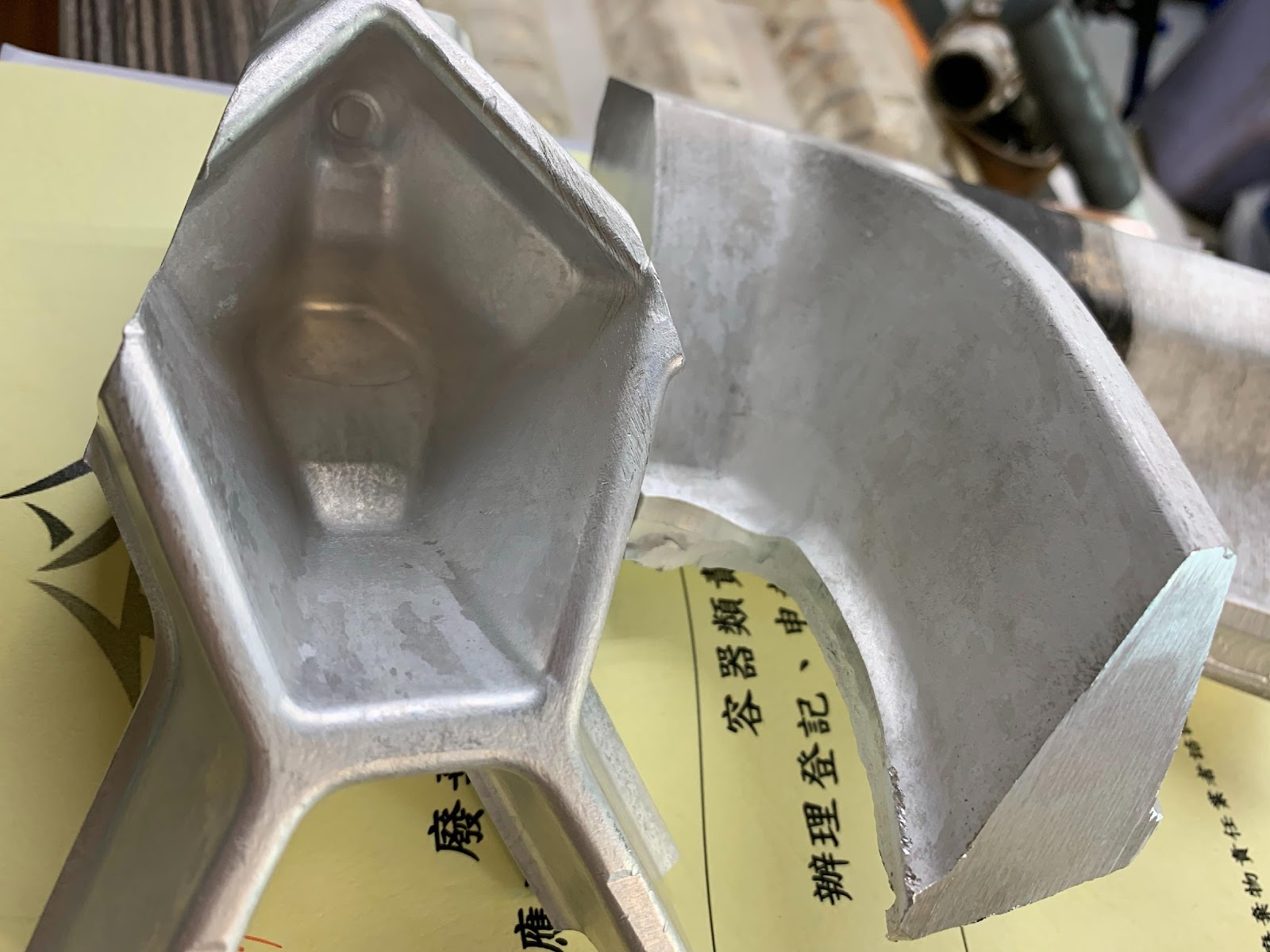
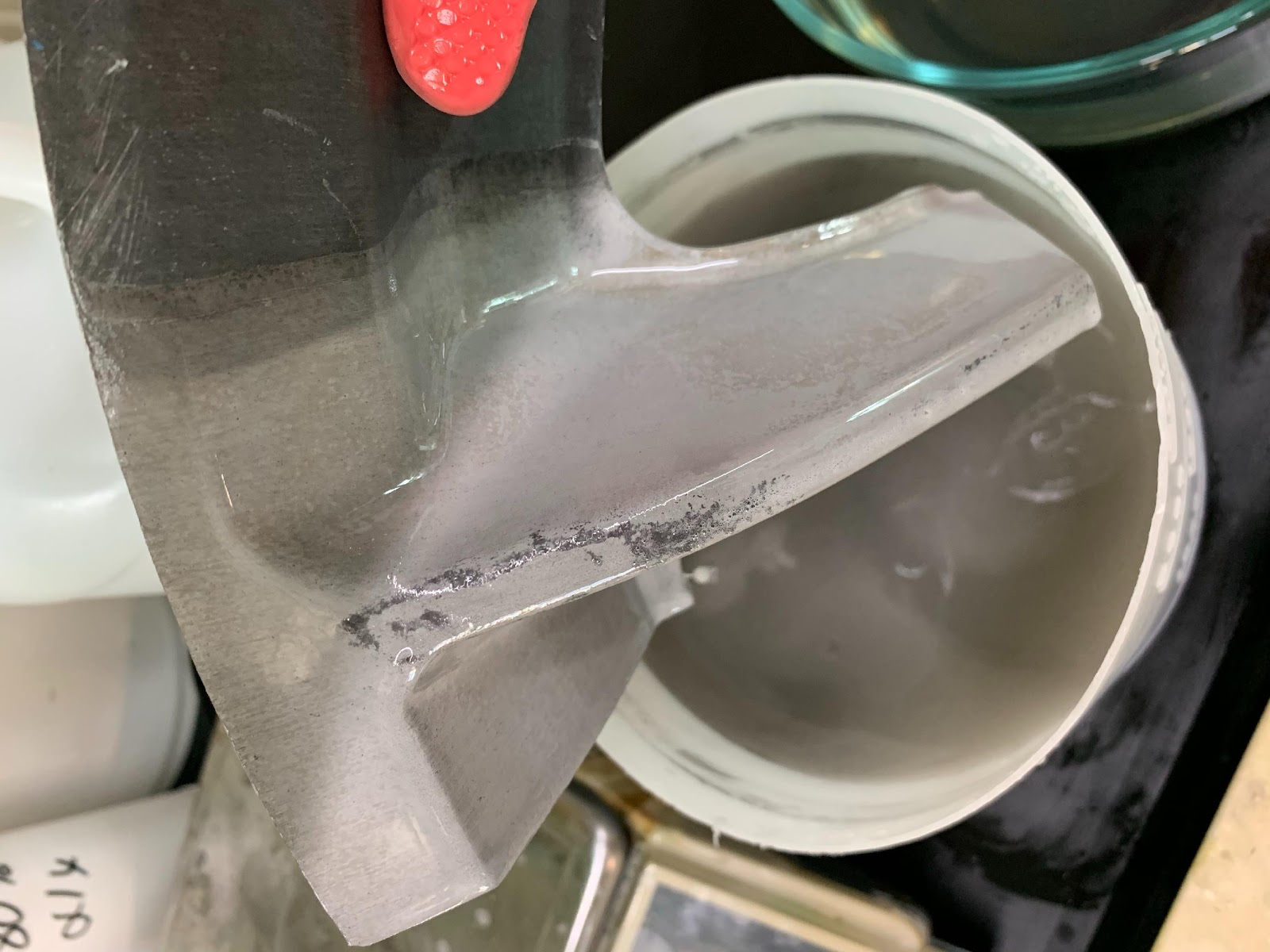
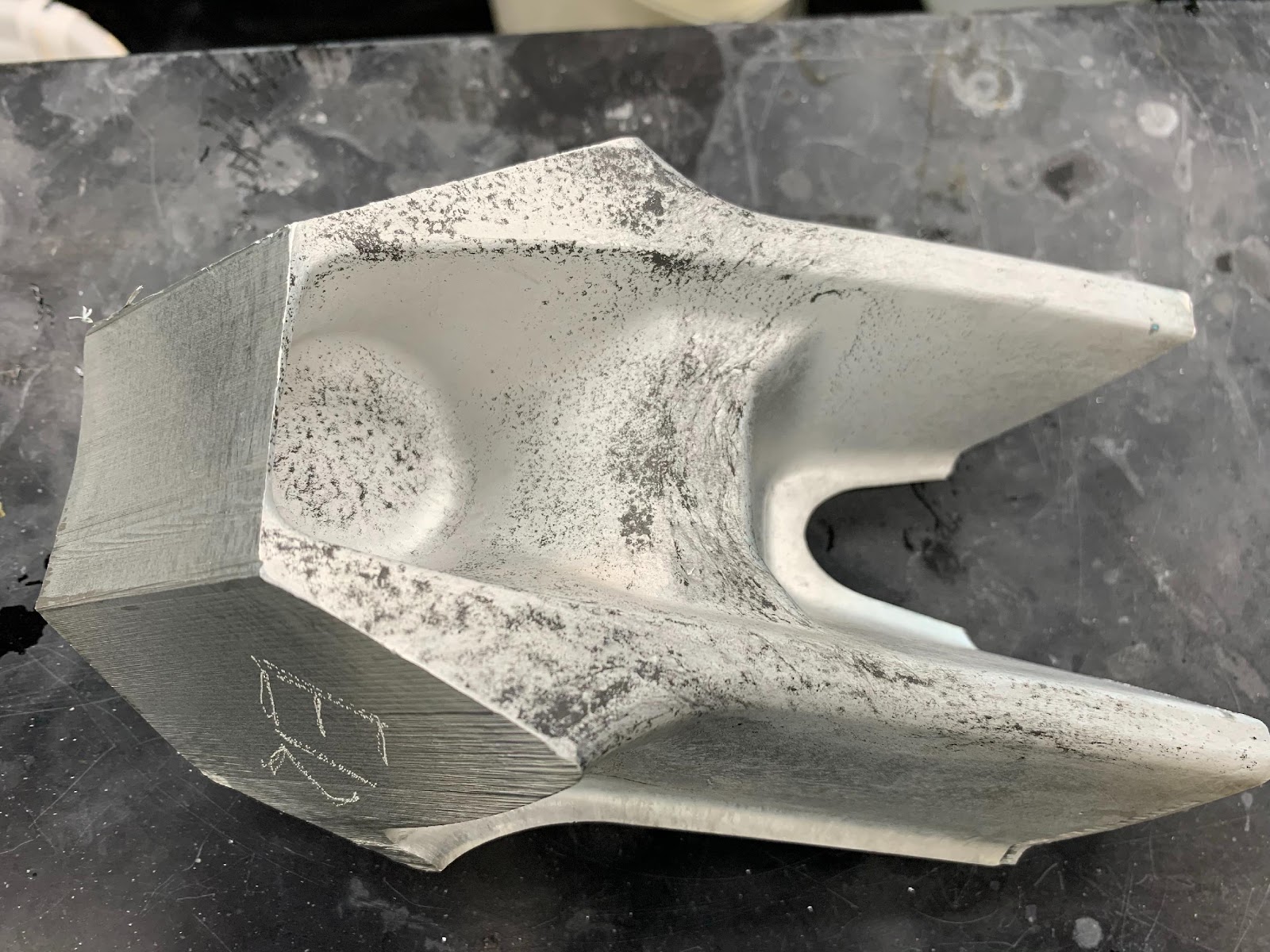
The surface of the aluminum wheel is completely covered with graphite before cleaning. Put one end of the rim blocks E1 and E2 (material 6061) into the special water-based paint stripper AHLR03-GTC for aluminum alloys, soak at room temperature for 3 minutes, take them out and spray them with a high-pressure water gun. (The left of the picture below is E1, and the right of the picture is E2)






1.1 The agent AHLR03-GTC was found to be effective in removing graphite. This potion is mild in nature, less corrosive, and the forging marks are still there. However, due to less corrosion, the black spots of graphite in some positions deep in the forging lines are still there.

-
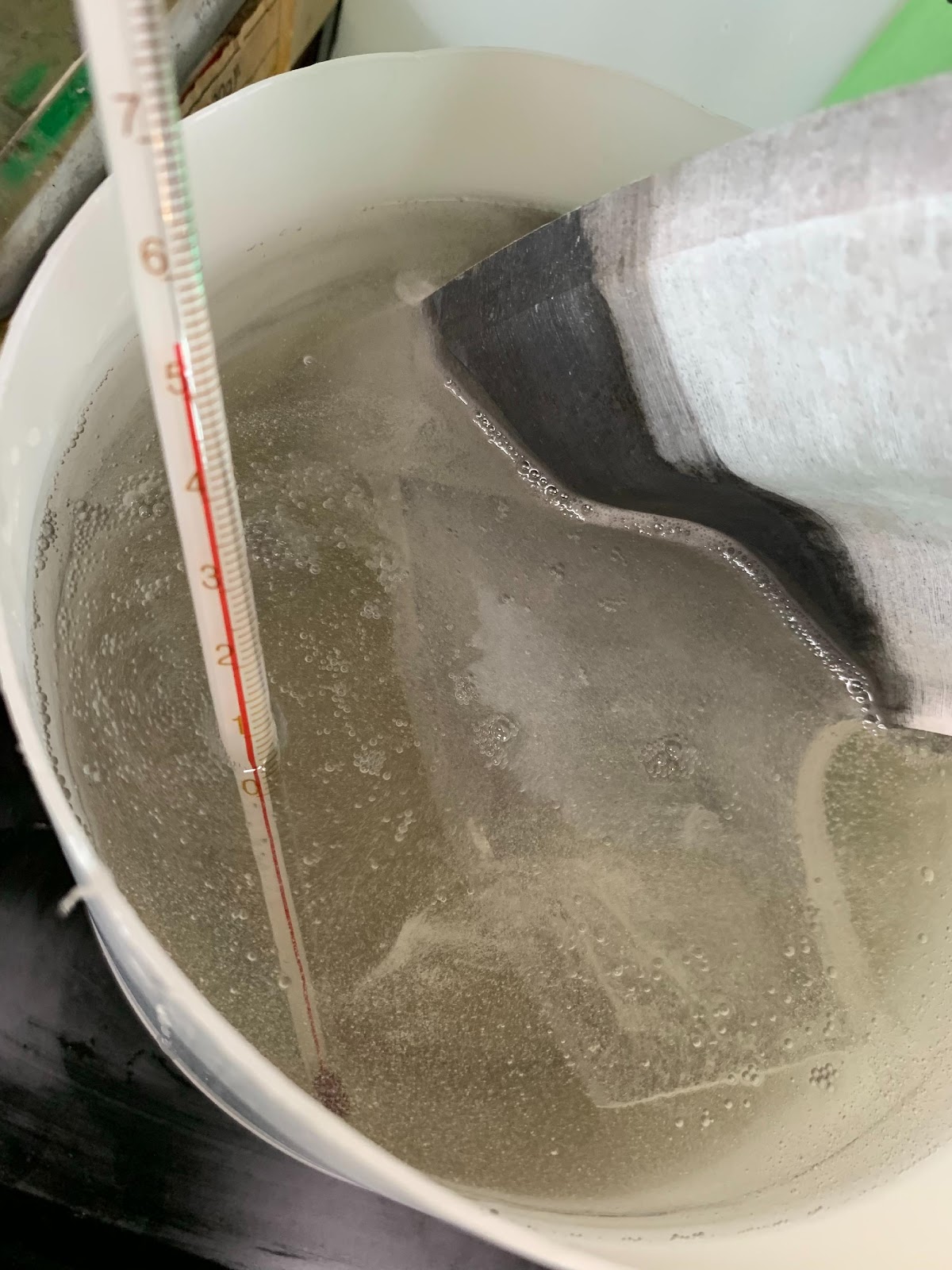
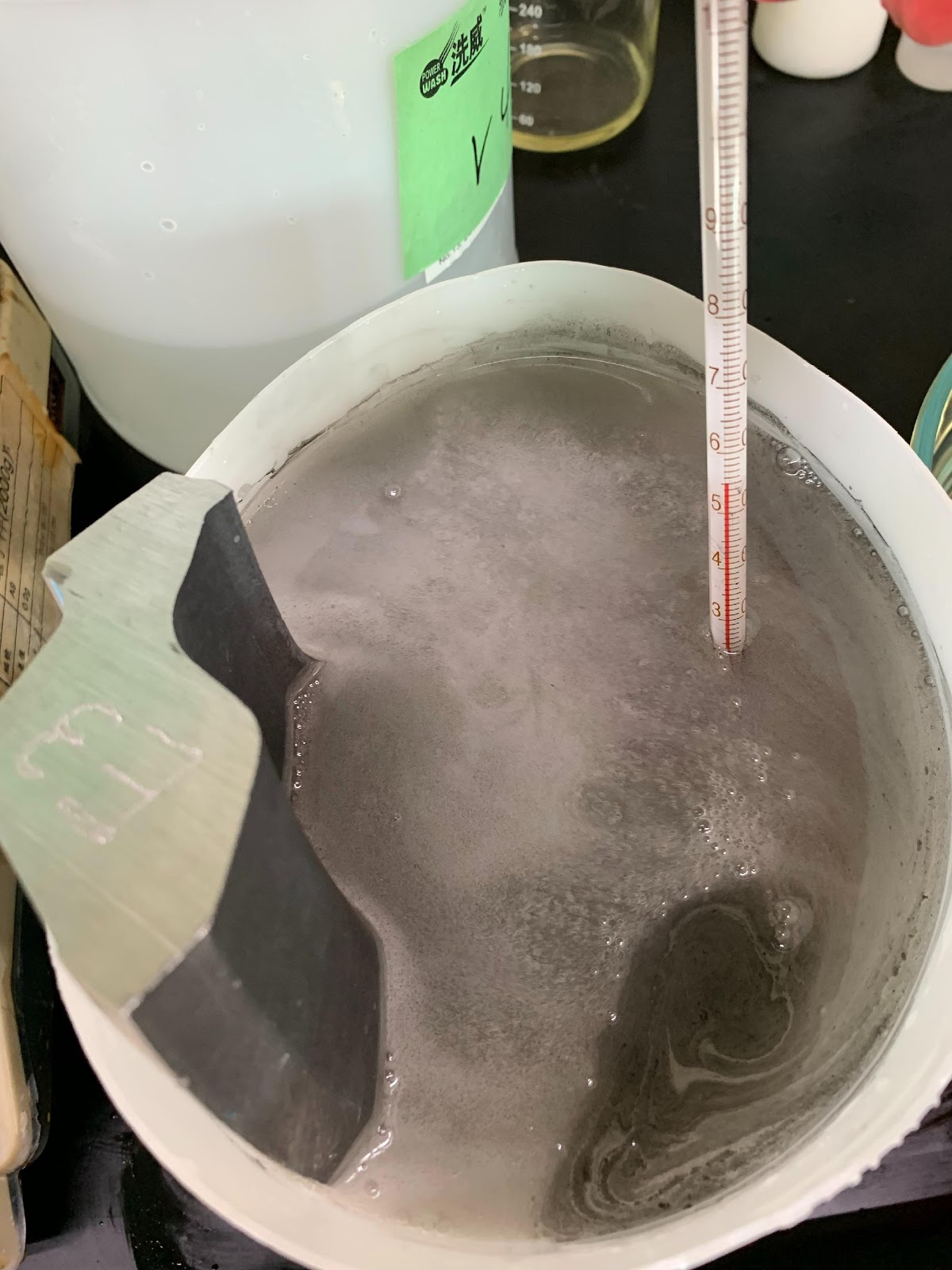
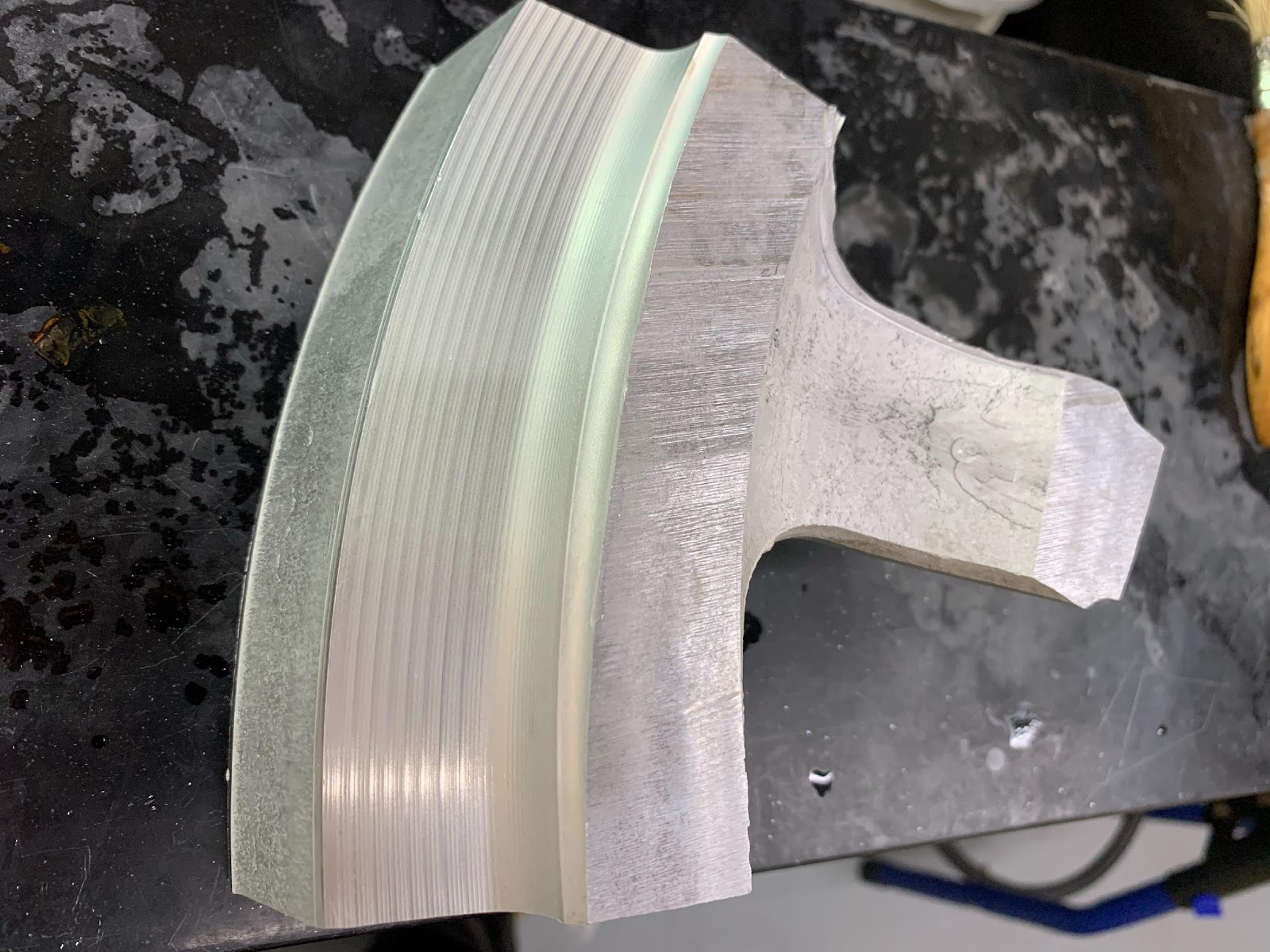
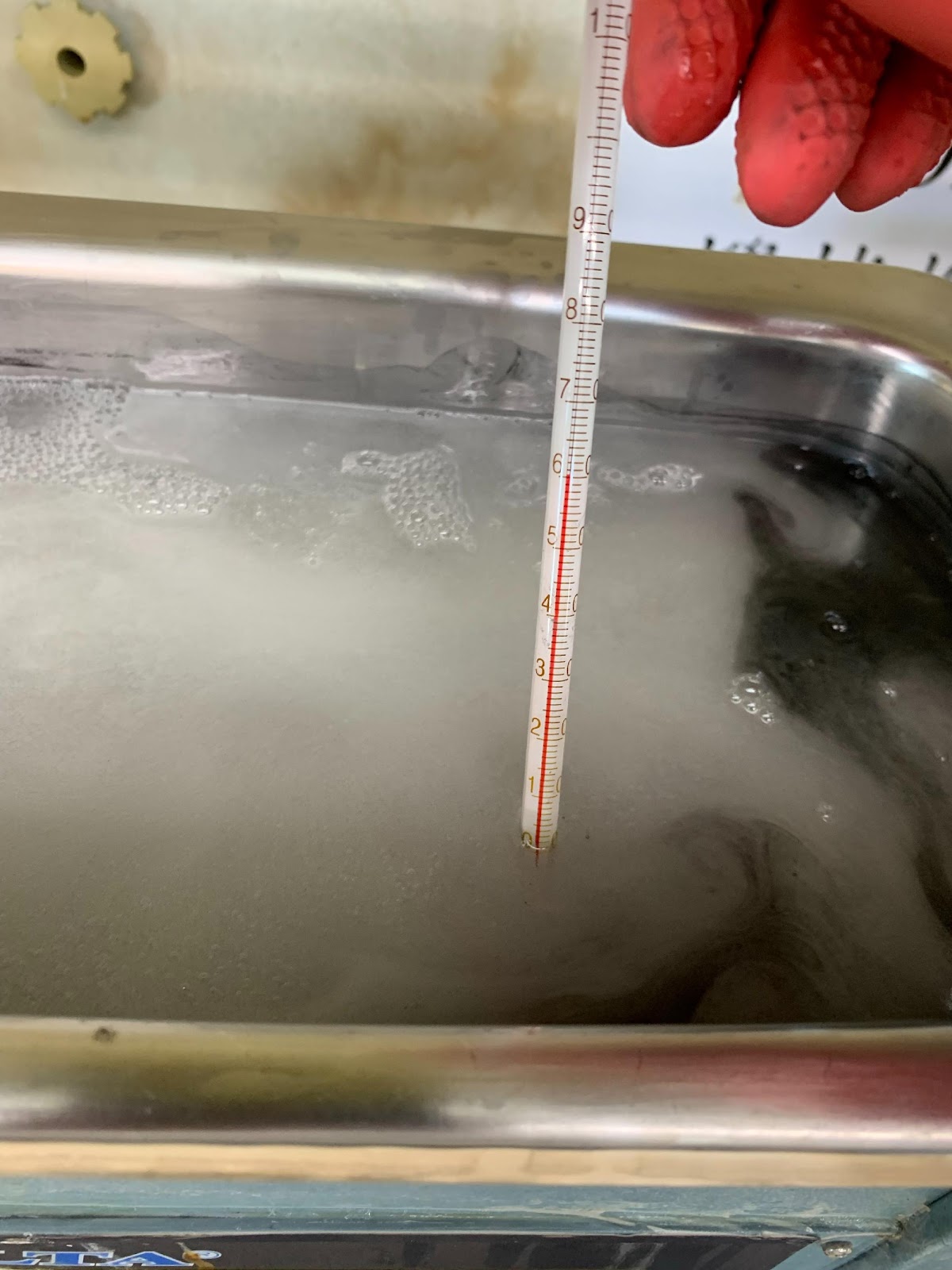
Raise the temperature of the agent, heat AHLR03-GTC to 50~55°C, take the other end of the rim block E2, and soak it for 3 minutes at 50~55°C.

2.1 It is found that heating the AHLR03-GTC agent to 50~55°C and soaking it for 3 minutes also improves the cleanliness. Except for the black spots of the darker forged graphite, all other graphites have been removed.



2.2It was found that the rim block E2 was heated to 50~55°C for 3 minutes using AHLR03-GTC, and compared with the ideal standard piece provided by the customer. It is found that the gloss, brightness, and touch are very close.
-
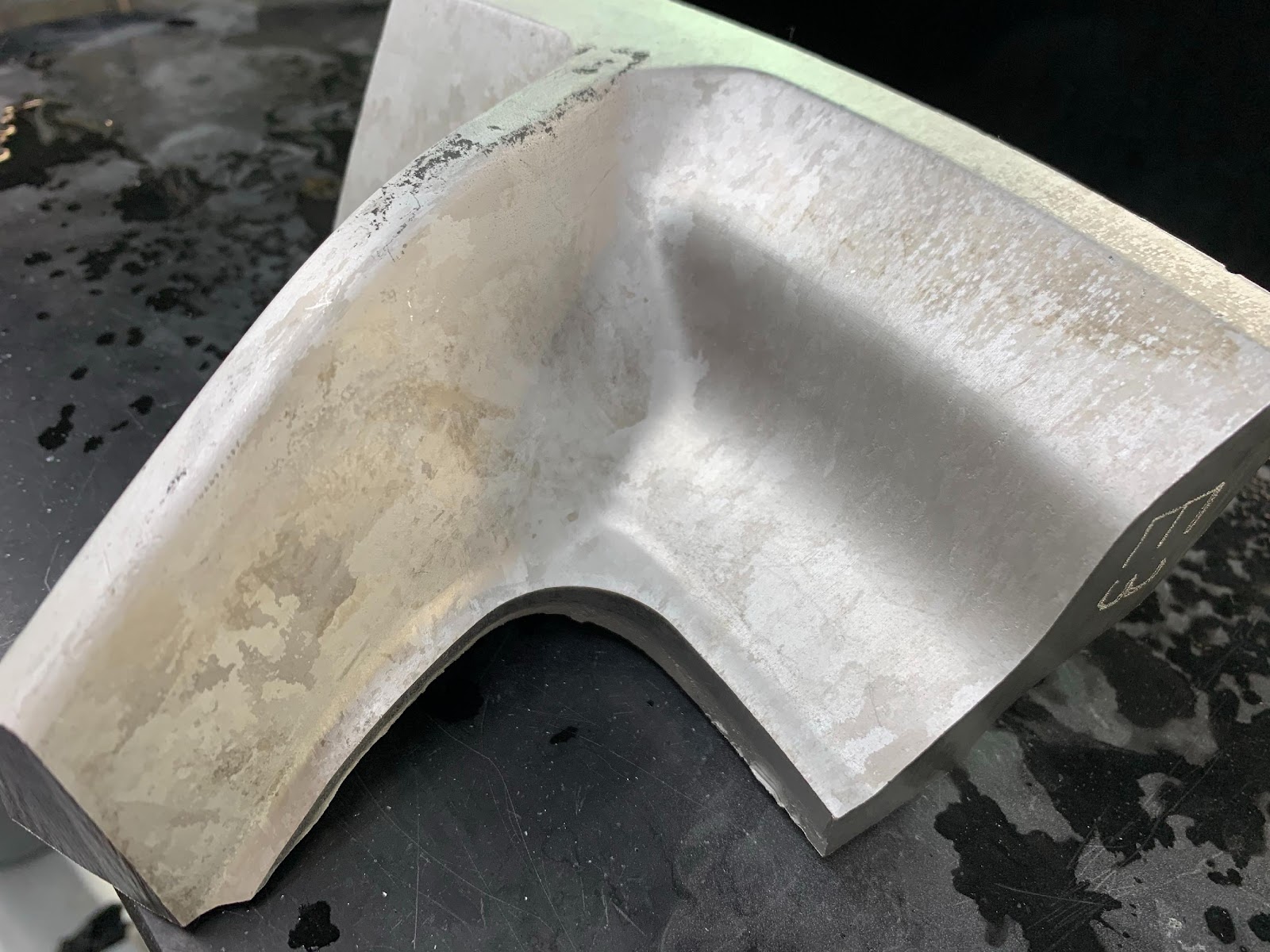
Extend soak time to 5 minutes. Take rim block E3, heat AHLR03-GTC to 50-60°C, and soak one end of E3 for 5 minutes.
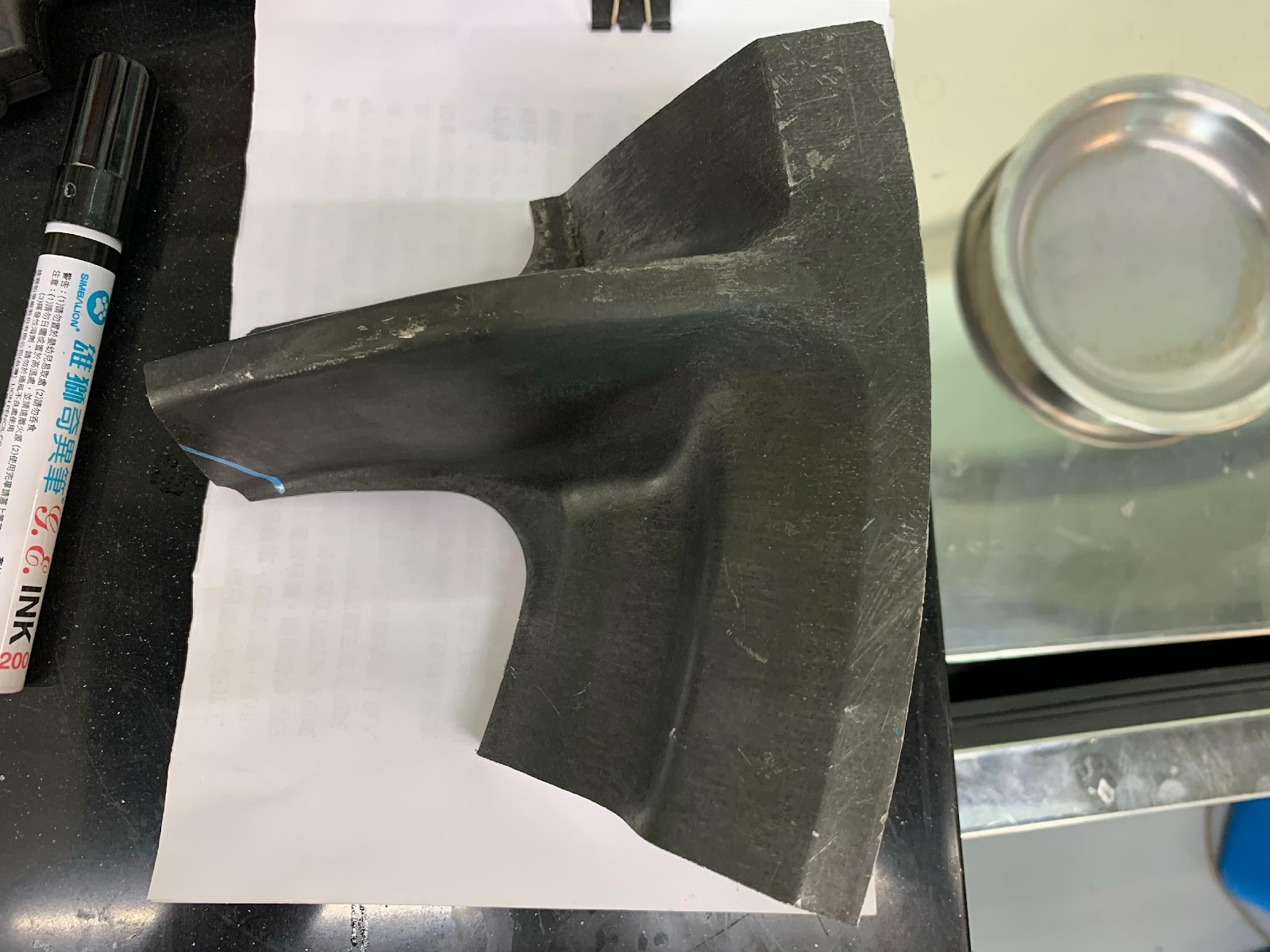
3.1It was found that using AHLR03-GTC to heat to 50-60°C and soak for 5 minutes, almost all the graphite was cleaned up, and even the forging lines were smoothed out.


3.2 The part below the liquid level has no embossing lines. Due to the shaking of the liquid surface, it is not soaked for a full time, and there are also forging and embossing lines.

3.3Take the rim block E3 and soak the other side in the medicine. Use AHLR03-GTC to heat to 50-60°C and soak for 5 minutes.

3.4It was found that the other side of the rim block E3 was soaked in AHLR03-GTC, heated to 50-60°C, and after soaking for 5 minutes, the entire rim block E3 was cleaned. (Except for the spine, there are still some graphite spots left, but the spine will fall off, so it’s okay to leave a little)


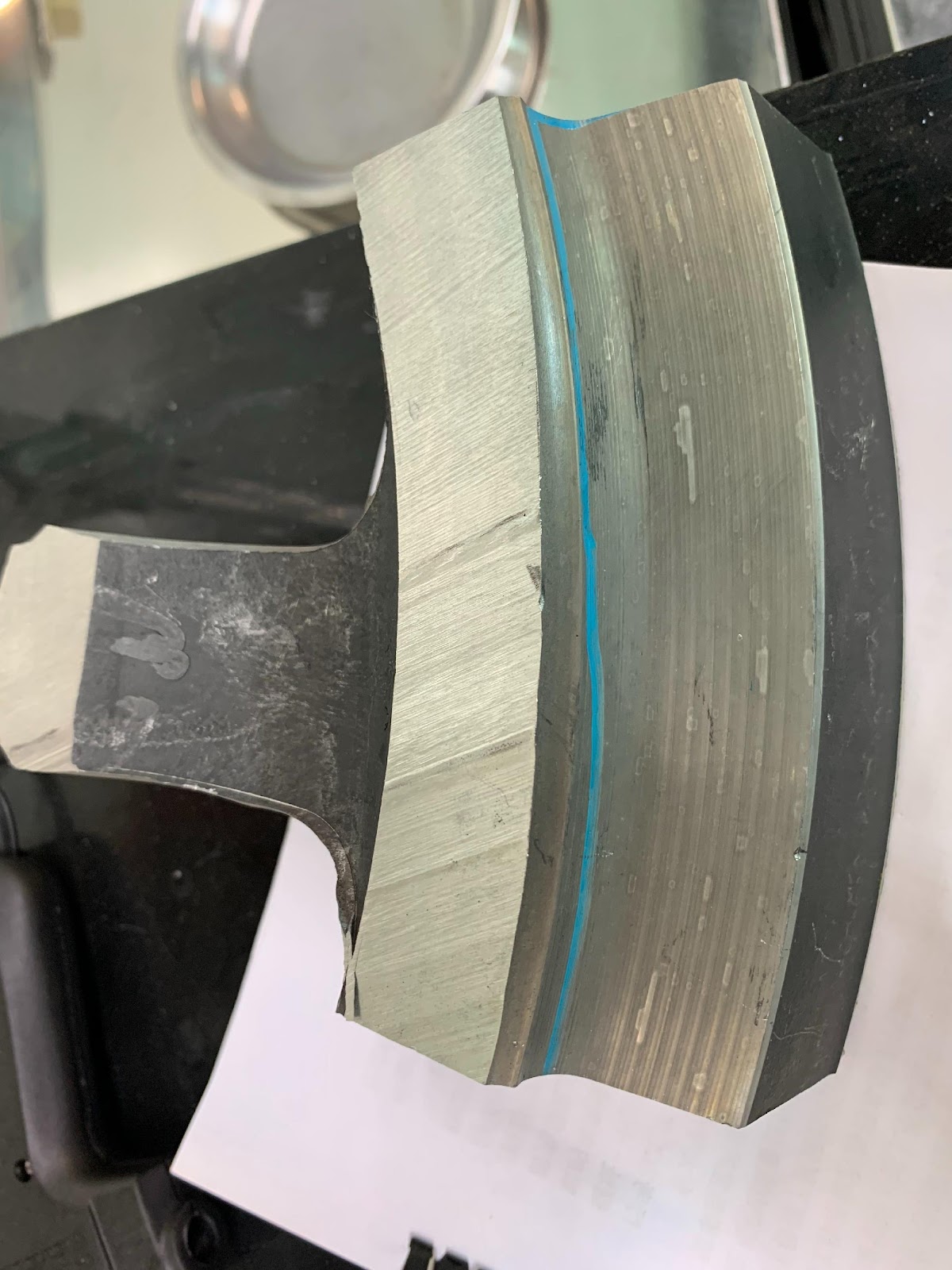
3.5The rim block E3 is soaked in AHLR03-GTC, heated to 50-60°C, and after soaking for 5 minutes, the entire rim block E3 is cleaned. The forging pattern is also flattened. The part of the green frame is soaked in the medicine twice (5 minutes*2), but there is no bite, and it is still quite smooth. It can be seen that the newly developed agent is less corrosive and less harmful to the workpiece.

-
Test rim block E4. Soak whole. The drug AHLR03-GTC is also heated to 50~60°C for the same time of 5 minutes.


4.1The graphite was found to be completely washed. The surface is also very smooth and shiny.


4.2 Zoom in to see. The graphite is completely washed out. The surface is also very smooth and shiny.
From the results, it can be known that the agent AHLR03-GTC was heated to 50~60°C, and the soaking time was 5 minutes. Has a good cleaning effect.
-
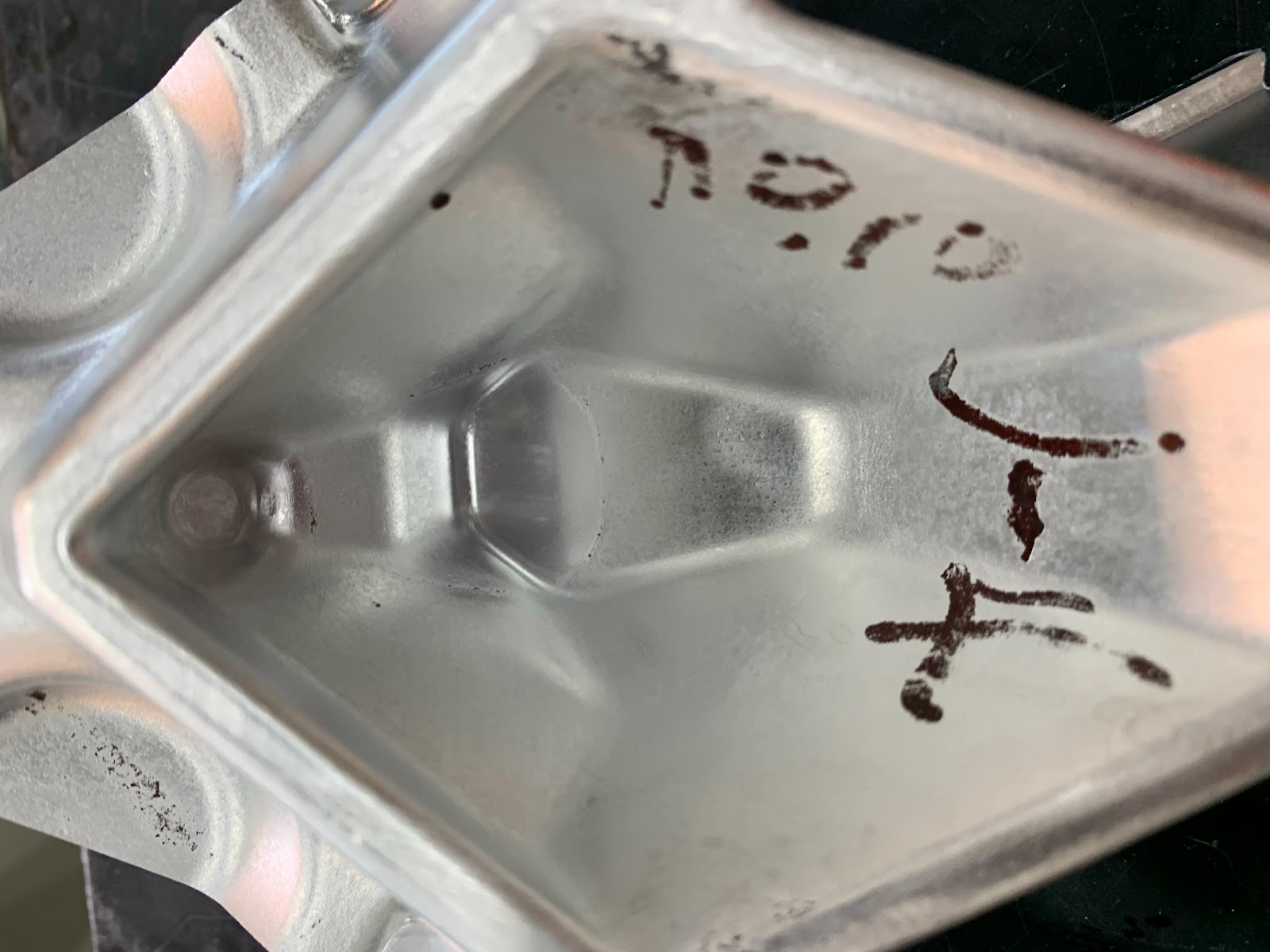
測試輪圈塊E12。輪圈塊E12客戶描述,由於此位置形狀的關係,鍛面較不平整,會有較多較深的鍛壓紋。



5.1將E12浸泡在加熱到50~60℃的AHLR03-GTC藥劑中,4分鐘。取出以高壓水槍噴洗乾淨。發現表面還有許多石墨卡在皺褶裡,未能完全清洗乾淨。

5.2再浸泡4分鐘(4+4=8分鐘)。表面有鍛壓紋的皺褶裡還有少許石墨卡在裡面。



5.3再浸泡4分鐘(4+4+4=12分鐘)。發現鍛壓紋裡的石墨非常難清除。
所幸的AHLR03-GTC藥劑溫和,輪圈表面還是非常光平整。並沒有過度蝕刻的現象。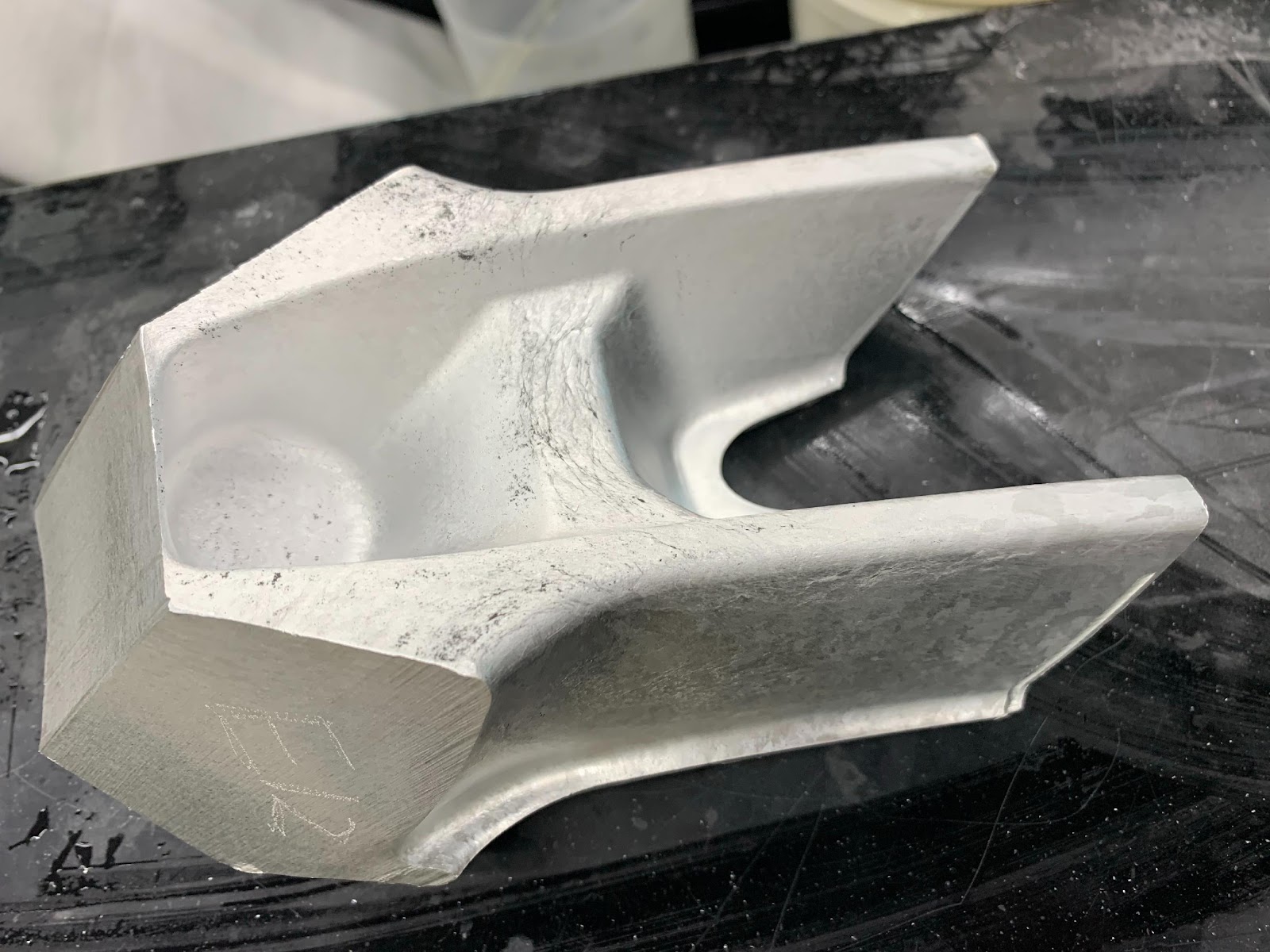

5.4再浸泡4分鐘。並開啟超音波輔助清洗。(總浸泡時間:4+4+4+4(超音波)=16分鐘) 發現鍛壓紋深處的石墨還是無法清除。超音波輔助清洗並無顯著幫助。


5.5 AHLR03-GTC藥劑並不會造成過度蝕刻的現象,延長浸泡到16分鐘後,輪圈平滑面表面仍然非常平順光滑。

-
結論:
6.1 鋁合金專用水性剝漆劑AHLR03-GTC應用於6061鋁輪圈清除石墨膏,有很好的效果。
6.2 鋁合金專用水性剝漆劑AHLR03-GTC不會造成6061鋁輪圈過度咬蝕,而使鋁輪圈表面粗糙。
6.3,建議清洗條件:(材質6061鋁輪圈清除石墨膏)將鋁合金專用水性剝漆劑AHLR03-GTC加熱到50~60℃,置入輪圈浸泡4~5分鐘後,取出以高壓水槍噴洗乾淨。視需要重複此步驟2~3次。
6.4 有些較深的鍛壓紋其上的石墨不好清除。若是位於將來會使用車床拋除,或是拋光研磨去除的位置,建議不需要為了這些部位延長清洗時間。