The outermost protective film layer at the bottom of a solar module, which protects the solar cells from external environmental influences and reduces degradation or short circuits caused by ultraviolet radiation, humidity, corrosion, temperature variations, physical impact, electrical shock, etc., is referred to as the solar panel backsheet.

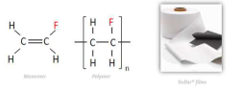
Based on past practical experience, it has been found that incorrect selection of backsheet materials can severely affect the service life and power generation efficiency of solar modules. Therefore, according to data provided by DuPont, most major solar module manufacturers worldwide currently choose DuPont Tedlar PVF film as the backsheet material.
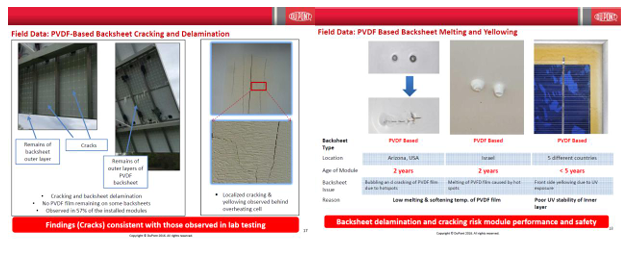
The image below shows damage to solar panels that used PVDF material as the backsheet.
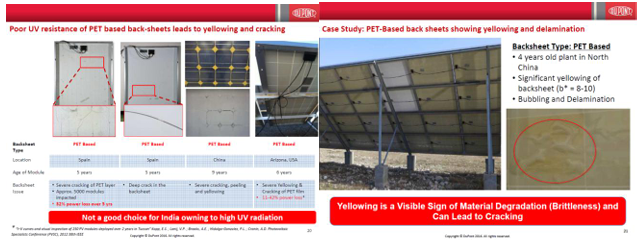
The image below shows damage to solar panels that used PET material as the backsheet.
The image below is data provided by DuPont, claiming that solar panels using DuPont Tedlar PVF film as the backsheet material can remain operational for more than 20 years.
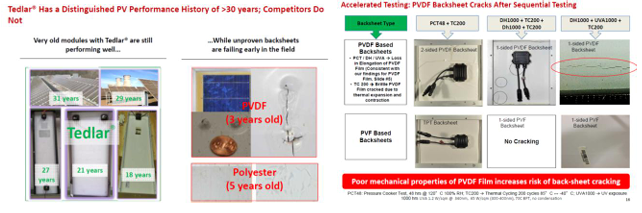
As claimed by DuPont, Tedlar PVF film has become the backsheet material selected by major solar module manufacturers worldwide. This is not a disadvantage. Such standardization can greatly reduce the complexity of recycling processes caused by differences in materials and structures when solar modules are damaged and recycled, thereby improving recycling efficiency.
The image below shows that when PVDF film was previously used as a solar backsheet, the structures varied significantly among different manufacturers.
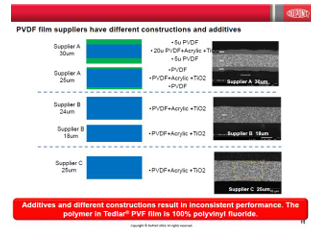
This results in increased difficulty during recycling.
If all major solar module manufacturers worldwide adopt DuPont Tedlar PVF film as the backsheet material, the recycling challenge can be simplified. However, this does not mean that the problem of backsheet recycling has been fully resolved.
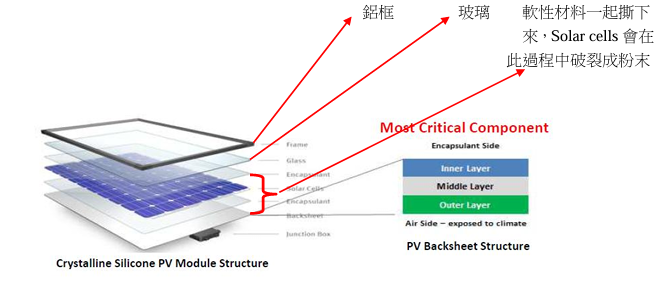
Currently, during solar module recycling, the aluminum frame and the outermost glass layer can be easily recovered by peeling off the cell module together with the backsheet from beneath the glass.
The encapsulation layers above and below the solar cells are generally made of EVA, according to customer-provided information. Based on thermal cracking experiments conducted by National Central University, this material can be effectively combusted into carbon dioxide and water. The remaining ash mainly consists of silicon from the solar cells, silver conductive lines, and trace residual carbon (approximately 0.17%).
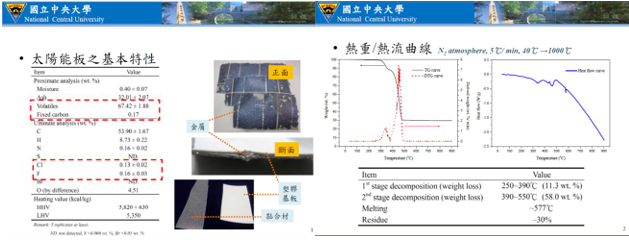
However, backsheets containing PVF material include fluorine elements. During combustion, hydrofluoric acid may be generated, which can corrode incinerators and pose safety hazards. Therefore, incineration is not recommended.
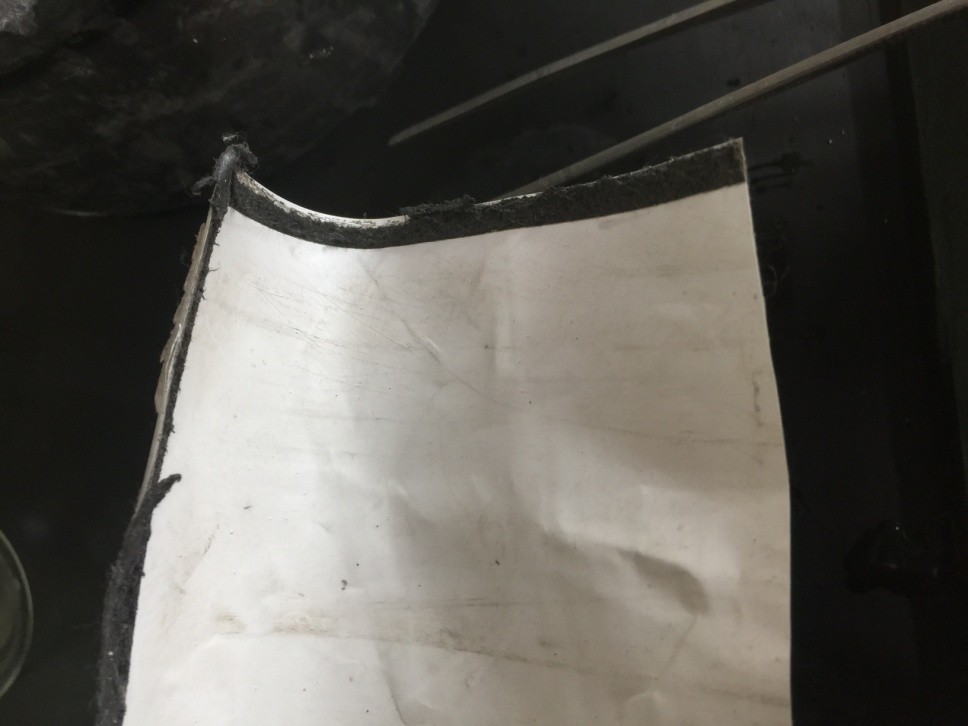
Fortunately, after heating and peeling off the EVA/Solar cells/EVA/Backsheets, it was found that the backsheet can be further separated from the EVA layer.
Therefore, the purpose of this experiment is to identify an effective method to separate and recycle Tedlar PVF film from solar backsheets.
According to a test report by the Plastics Industry Development Center, Tedlar PVF film in solar backsheets can be preliminarily separated by soaking in toluene, ethyl acetate, or methyl ethyl ketone (MEK).
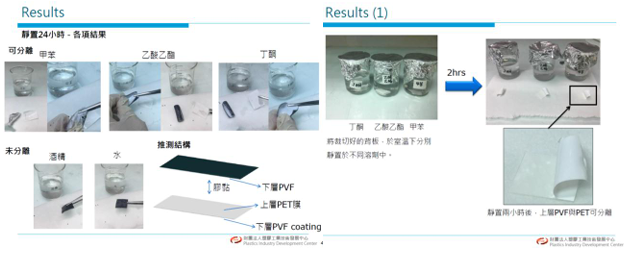
Subsequently, heating to 80 °C in DMF or to 60 °C in ethyl acetate can further separate the PET film from the PVF film in the lower layer of the Tedlar® PVF film.

However, due to the low flash points of toluene (4.4 °C), MEK (-6 to -2 °C), and ethyl acetate (-4.4 °C), industrial application poses significant risks. These solvents generate large amounts of volatile organic compounds (VOCs), creating safety hazards and excessive solvent loss. Their flammability at room temperature makes large-scale recycling operations highly dangerous. Such low-flash-point solvents are classified as hazardous materials requiring special storage and management. Additionally, closed systems to reduce evaporation and heating during use introduce further explosion risks.
Therefore, the purpose of this experiment is to identify a chemical agent suitable for industrial-scale production that features a high flash point (no special storage segregation required at room temperature), low volatility (evaporation rate < 0.01, BuAc = 1), environmental friendliness (degradable in the environment with a half-life of less than 24 hours), non-corrosiveness (no corrosive labeling required under GHS classification), and low toxicity (no skull-and-crossbones labeling required under GHS). Additionally, it must effectively separate Tedlar PVF film in a single step into PVF, PET, and PVF layers.
Soak the solar backsheet in the chemical agent for 4 hours.
9. After removal, it was observed that the EVA/PE sealing strip used for edge sealing had already detached.
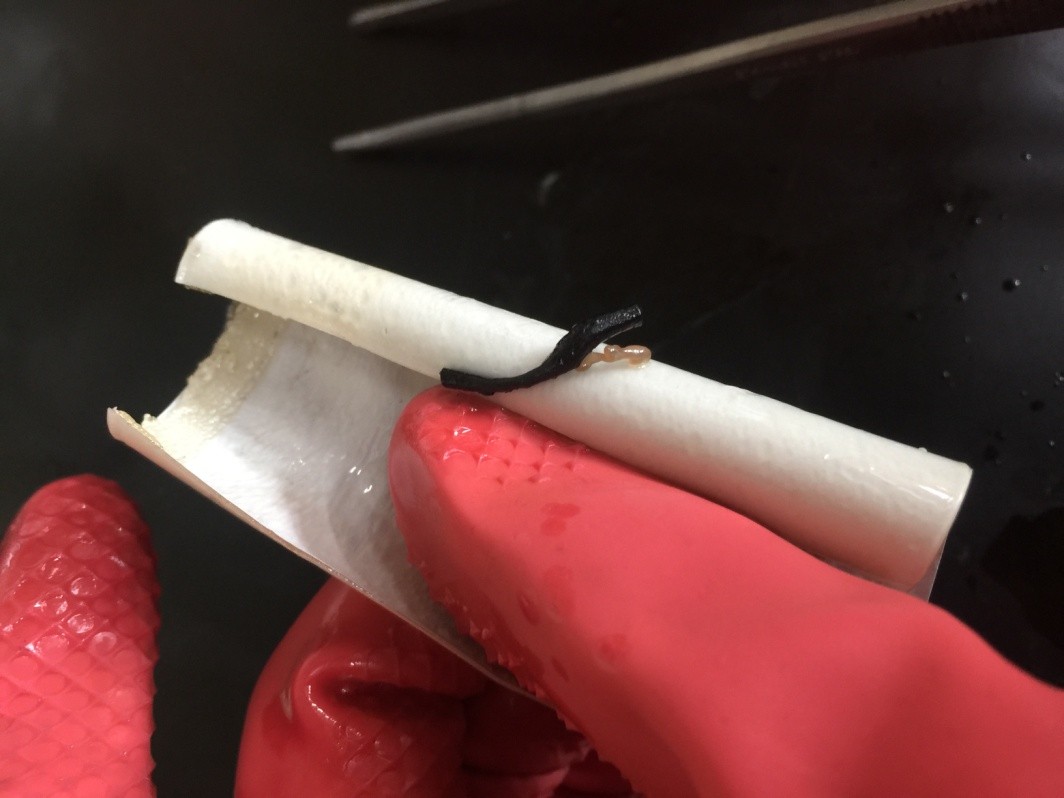
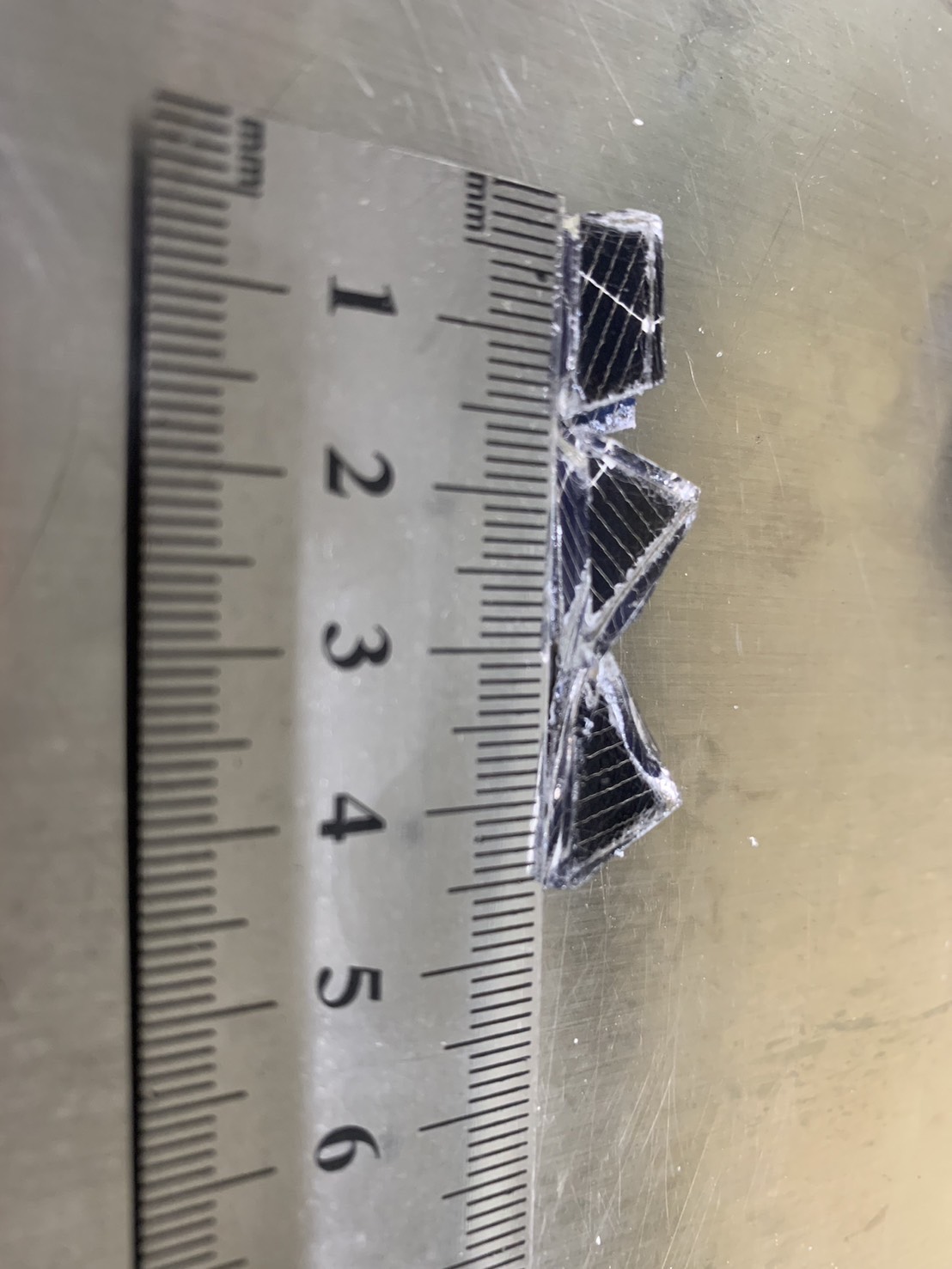
10. The solar backsheet can now be easily separated into three layers.
Supplement:
Currently, our company’s technology can easily separate glass–EVA–solar cell–backsheet structures.
The separated composite solar backsheet can then be further processed using another agent, AHLR03-D, to isolate single materials into PVF, PTFE, and PET.
Glass–EVA–solar cell–EVA–backsheet can first be separated into glass, EVA, solar cell, EVA, and backsheet.
Among these, only the backsheet is a composite material; the others are already single materials after separation.
AHLR03-N Application Test Report on Solar Panel Recycling: Separation of Glass–Solar Cell–EVA–Backsheet
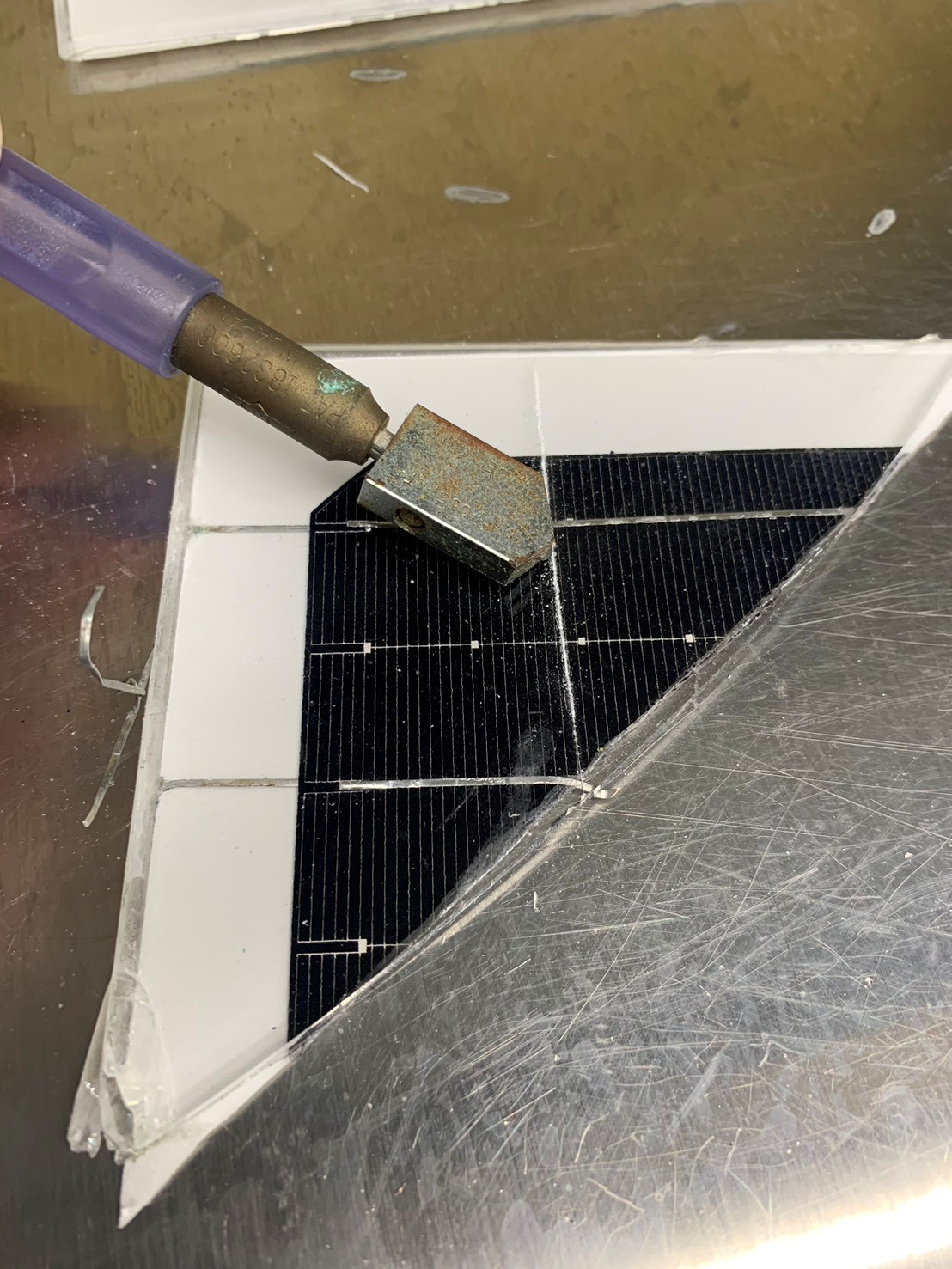
In solar panel recycling, aluminum or stainless steel frames can be easily dismantled and recovered. However, the remaining layers—glass/solar cell/EVA/backsheet—are tightly bonded together by EVA encapsulant. Due to EVA’s excellent chemical resistance, separating these layers is extremely difficult, resulting in recycling challenges. Previously, electric heating knives were used to scrape EVA from the glass surface, but this method was inefficient, and residual EVA on the glass further hindered glass recycling.

This experiment aims to find a simple and effective method to easily separate EVA from glass, solar cells, and backsheets. Only glass, solar cells, and backsheets without EVA residue have recycling value. Likewise, EVA that is not contaminated by glass, solar cells, or backsheets also has recycling value.

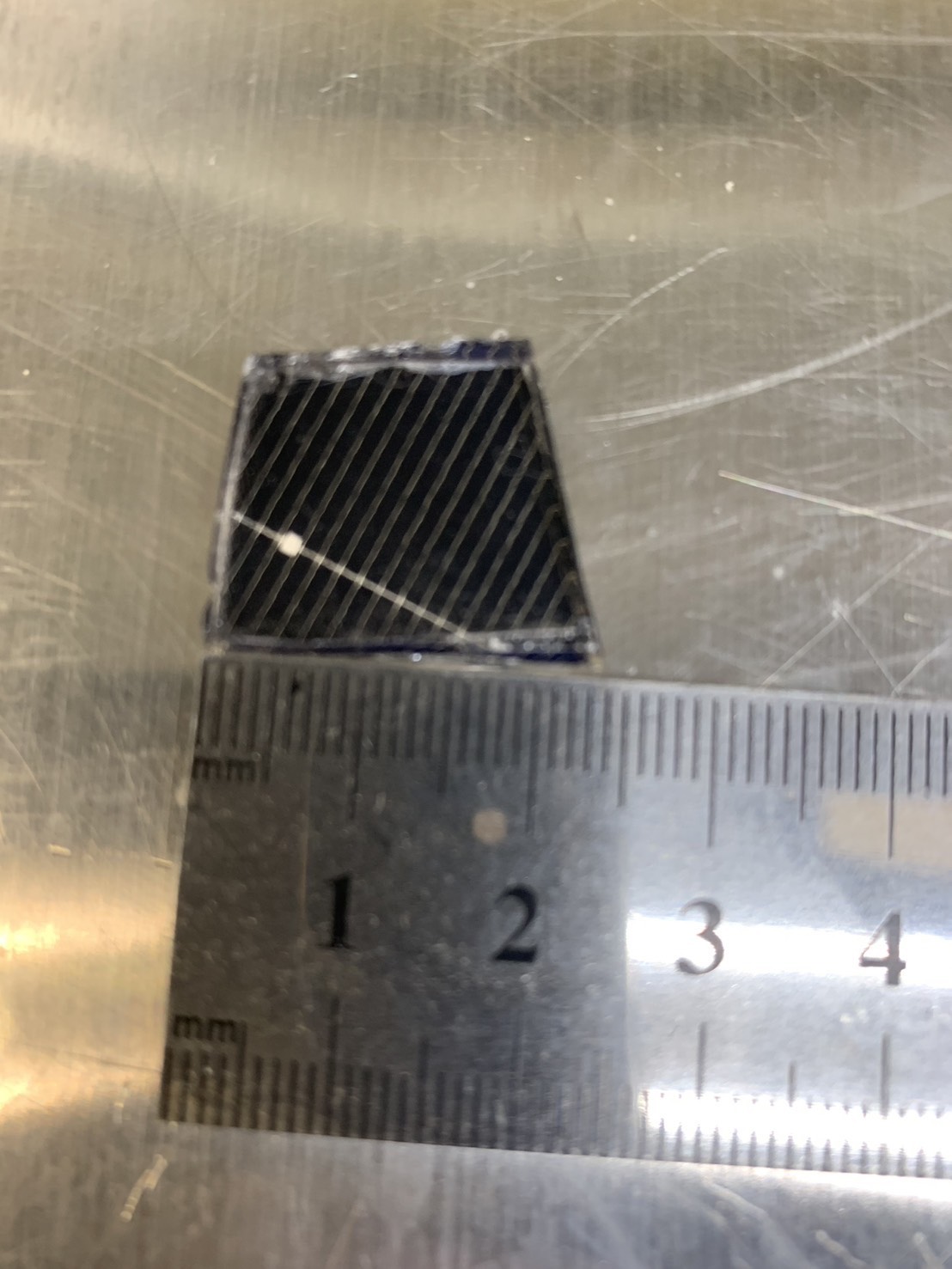
A small section was cut from the solar panel provided by the customer for testing.

The cut solar panel section was soaked in AHLR03-N for 2 hours. Complete separation of glass, solar cells, EVA, and backsheet was achieved.
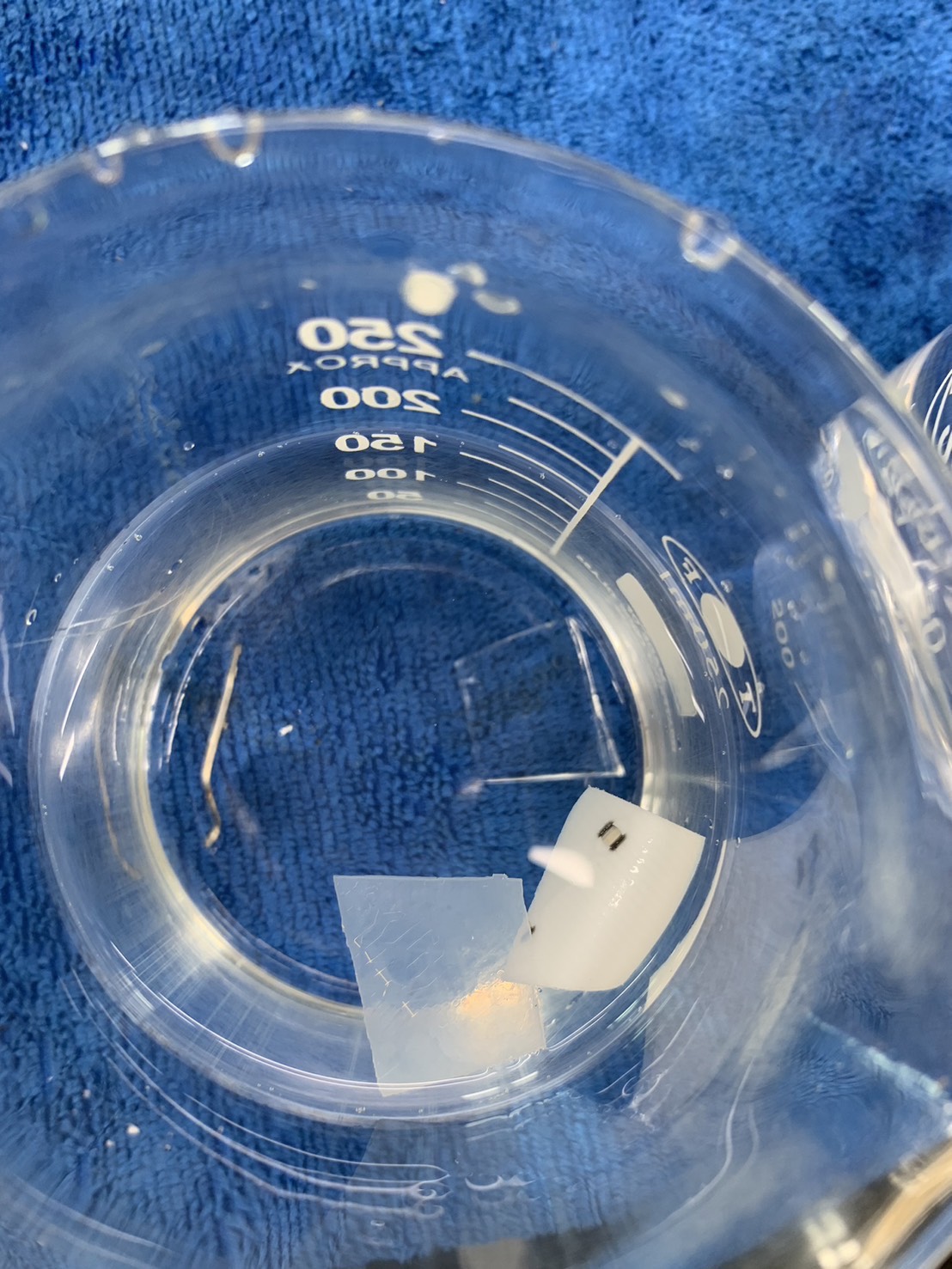
The experiment was repeated. Complete separation of glass, solar cells, EVA, and backsheet was again observed.


The experiment was repeated again, with complete separation of glass, solar cells, EVA, and backsheet achieved.


The experiment was repeated once more, and complete separation of glass, solar cells, EVA, and backsheet was consistently achieved.