
-
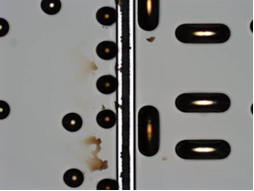
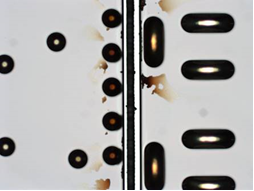
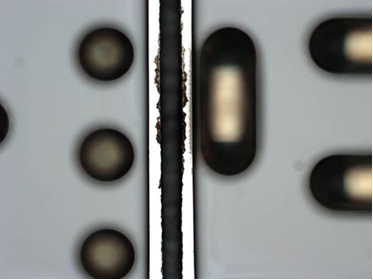
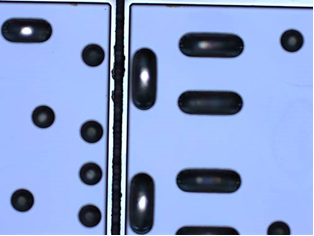
The film formed by LCP-9 laser cutting protective fluid has initially met the needs of customers in terms of uniform coating, baking resistance, and easy removal by washing. After laser cutting tests, it was found that the residual heat from the laser scorched the film. (As shown below). The coked area is not easy to remove with water, and the coating solution will remain on the cutting line, BCB and bump

One rotation 1500rpm, two rotation 2000rpm

One rotation 1000rpm, two rotation 1200rpm

One rotation 400rpm, two rotation 600rpm
As the number of revolutions decreases and the film thickness increases, the coking phenomenon will improve.
Bake the coated film in the oven for 5 minutes in advance and the results are as follows
(Because the customer's oven cannot be stabilized at 50°C, the temperature will fluctuate at 55~65°C. At present, the mass-produced coating solution of the customer is also baked at 70°C for 10 minutes)
First rotation 1500rpm, second rotation 2000rpm+bake
First turn 1000rpm, second turn 1200rpm+bake
1 turn 400rpm, 2 turn 600rpm+bake
Baking the coating film at 55~65°C does not help significantly in improving the coking phenomenon and coating solution residue.
-
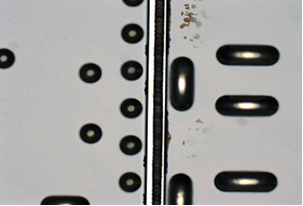
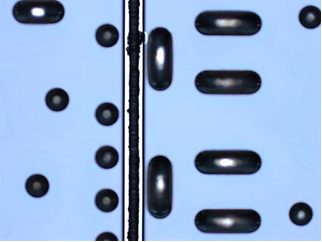
Modified formula to develop LCP-10. Reduce the molecular weight of the surfactant to avoid coking. The coking phenomenon formed by (LCP-10) has been effectively improved, but still needs further improvement. (Low speed (high film thickness) is better than low film thickness, but there is still residue.) Compared with LCP09, LCP10 has improved a lot in anti-coking.
-
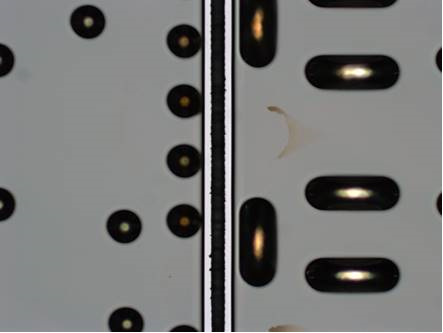
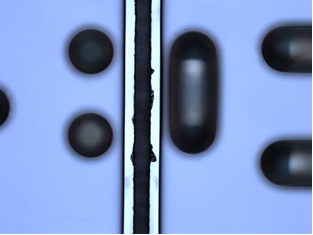
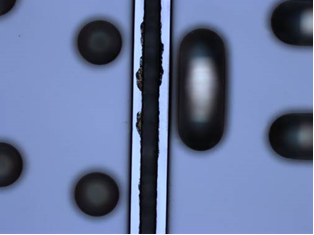
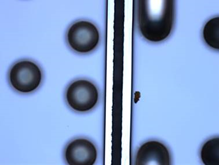
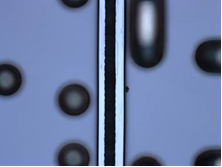
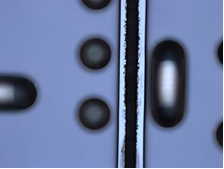
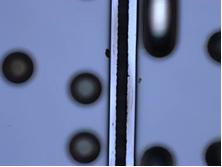
Development progress six. Then reduce the molecular weight of the surfactant to avoid coking. (LCP-11) At high speed, the residual condition is more than that of LCP10. In the low speed test, (LCP-11) has no coking phenomenon, but there is a little slag on both sides of the cutting line (refer to the picture below). This means that when the molecular weight of the surfactant is too low, the formed film may not have enough protection.
-
Better results at low speeds. At low speed, the thickness increases, which means that the same energy allows more surfactant to share and bear. It can avoid a small number of molecules alone to withstand high doses of laser energy, which will exceed the critical value of molecules and cause deterioration and coking. Increasing the viscosity should help. Therefore, the viscosity of the laser cutting protective agent will be increased. Based on laser cutting protective agents LCP10 and LCP11, increase the content of surfactants and increase the viscosity of the protective agents to make LCP10plus and LCP11plus. Test again.
-
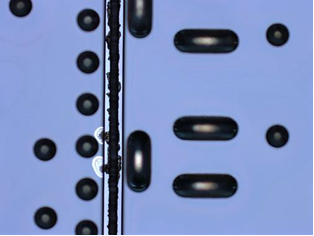
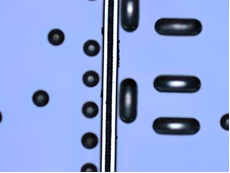
Laser cutting protective agent LCP10plus test results: slag is formed at low and medium speeds, which means that the formed film may not have enough protection. (Is it because the film is too thick, the low molecular weight surfactant is concentrated, resulting in insufficient fastness of the film structure? But because the film thickness is sufficient, the protective film is not coked by the laser and loses its hydrolysis ability, so there is no protective film residue .If the protective film is properly baked, such as drying at 40°C for 10 minutes, and then laser cutting, will the firmness of the protective film be improved? If the film is applied, it should be left to dry in the shade at room temperature for 1 to 5 hours before laser cutting Cutting, will it improve the firmness of the protective film?)
LCP10plus low speed (400rpm+600rpm)


LCP10plus medium speed (1000rpm+1200rpm)
There is no slag at high speed, but a small amount of film remains. It means that the formed film may be coked due to laser heating, losing hydrophilic functional groups and cannot be completely removed with water. (The test results of LCP10plus at high speed and LCP10 at low speed are similar. Does it mean that the film thickness of the two is similar? If between medium speed (1000rpm+1200rpm) and high speed (1500rpm+2000rpm), find an intermediate value (such as 1300rpm +1500rpm) to test again, is it possible to find out an appropriate film thickness, which is just enough to protect and not cause the film to be scorched by the laser?

LCP10plus high speed (1500rpm+2000rpm)

-
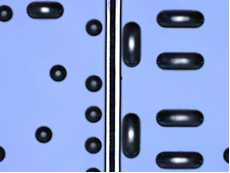
Laser cutting protective agent LCP11plus test results: slag is formed at low, medium and high speeds, which means that the molecular weight of the selected surfactant is too low, and the formed film has insufficient protection.
LCP11plus low speed (400rpm+600rpm)

LCP11plus Medium speed (1000rpm+1200rpm)

LCP11plus high speed (1500rpm+2000rpm)

-
Based on the laser cutting protective agent LCP10plus, adjust the formula:
In order to reduce the burning of the protective film caused by the laser, starting from the serial number LCP10, the molecular weight of a surfactant added in it was revised down. The purpose of this is to lower the melting point below the molecular coking temperature, so that the residual heat of the laser Can melt it, can't burn it. The amount of this surfactant added to LCP11plus is more, so it is found that the result is that it will not burn, but the protection is not enough.
Therefore, in LCP12 & LCP12plus, the molecular weight of this surfactant is revised upwards. The surfactant added in LCP12plus is modified to increase the proportion of hydrophilic functional groups. The purpose is to hope that these hydrophilic functional groups can capture more water molecules and release them when the protective film is attacked by the residual heat of the laser. Reduce energy damage to the molecular structure of surfactants to avoid coking. Because once it is coked, it means that the molecular structure of the surfactant has undergone unexpected changes, and the water solubility will be damaged, resulting in residues.
The result is as follows
Test results after laser cutting of LCP12 laser protective film:300,300 rpm 400,~600 rpm 800,~1000 rpm 

LCP12-1 Laser protective film laser cutting test results:
300,300 rpm 400,~600 rpm 800,~1000 rpm 



Among them, LCP12-1 has no coating residue on the IC at the speed of 300,300 rpm, but the cutting line is slightly dirty
-
Suggestions and discussions:
8.1 Taking into account the requirements of protection efficacy and the ability to wash off easily with water, the customer reported that the protective film formed by LCP12-1 operating at a speed of 300,300 rpm has met expectations.
8.2 If the customer can increase the cleaning temperature or use the dust cleaning agent PTC13 or PTC17plus for cleaning, both LCP10 and LCP12 can be used.
